





Standing beside a stacker-reclaimer, you realize the small scale of our everyday machinery. Cars, buses – even bulldozers – have nothing on this giant.
At 150 meters in length and a height of 42 meters, each of the seven stacker-reclaimers at EMO in Rotterdam houses an entire world of automation.
Europe’s largest dry bulk terminal, EMO Rotterdam unloads and ships more than 60 million tons of coal and iron ore each year. Twenty-four hours a day, seven days a week. Key to all of EMO’s operations are these stacker-reclaimers built by Thyssen-Krupp Fördertechnik and automated with Siemens process instrumentation and control system.
Process precision:
Unloading coal from waiting ships and stacking material throughout its 135-hectare stockyard, EMO knows exactly where materials are and how much each stockpile houses.
“Quality is very important to us,” says Peter de Klerk, looking out his window at the waiting ships below. de Klerk is Project Manager at EMO, responsible for new builds, conveyor belts, as well as renovation and automation of machines. With daily coal and iron ore processing rates of more than 160,000 tons, de Klerk simply states: “Machines have to run.”
EMO’s operations require precision, from instrumentation on the stacker-reclaimer to EMO’s control system monitored in the control room. An inside look into the processes surrounding this impressive piece of machinery shows how automation keeps this busy company moving efficiently, from unloading to storage to load out.

Automated with Siemens instrumentation and built by ThyssenKrupp Fördertechnik, stacker-reclaimers are at the heart of EMO’s operations.

Siemens Milltronics MMI double-idler belt scale measures fast-moving coal on EMO’s stacker-reclaimer.

An EMO operator indicates the ultrasonic transducer located underneath the stacker-reclaimer’s bucket wheel.
Materials on the move:
On the stacker-reclaimer’s 60-meter belt conveyor, 1.25 tons of coal rush by every second. Belt scales are the heart of the stacker-reclaimer’s operation, measuring the amount of coal being pumped from one place to another.
When a ship fi rst arrives at the quayside, EMO’s grab unloader lifts up to 50 tons of coal in each scoop, depositing it in a hopper which then unloads coal onto a conveyor headed for the stockyard. Once deposited, the stacker-reclaimer gets to work. Creating stockpiles reaching 20 meters into the sky, this machine operates 24 hours a day, seven days a week.
Installing a belt scale onto the stacker-reclaimer the hard way or the easy way: it’s your choice. The former is a labor-intensive operation involving a crane to lift and position the three-, four-, or six-idler scale. In the case of Siemens Milltronics MMI dual-idler belt scale, installation was simply an operator hoisting the scale over his shoulder and carrying it up about 22 meters to the conveyor belt. Eight bolts secure it to the conveyor frame and existing idler sets are fastened to the dynamic beams of the scale – no conveyor modifi cation required. With a SIWAREX FTC weighing module connecting the belt scale to EMO’s control system, the result is an accuracy of ± 0.25%.
Another notable instrumentation solution is the Echomax XPS-30 ultrasonic transducer mounted on the underside of the bucket wheel to measure the stacker-reclaimer’s distance from the stockpile, connected to a SITRANS LU01 controller mounted on the bridge. This ultrasonic level system confi dently steers beam and bucket wheel over the varying heights of the coal stockpiles.
The brains of the operation:
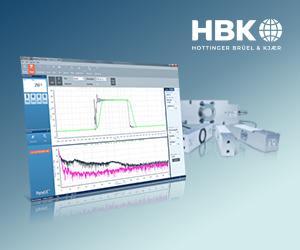
If belt scales are the heart of EMO’s operations, Siemens SIMATIC S7 automation system is the brains.
All of the process instrumentation and analytic devices monitoring the coal handling process are connected through a Profibus DP network, sending information to EMO’s control room. From their screens operators can tell immediately if a piece of equipment requires maintenance and they can respond quickly. EMO does all of its engineering on site, so if machinery or a certain process needs repair, a service technician will fi x the problem so it doesn’t cause a slowdown in operations.
Other control room screens monitor the North Sea ship traffic and the seven stacker-reclaimers. The process control system acts like a car’s onboard navigation system for the stacker-reclaimers – finding the best route from ship unloader number one to coal stockpile number six, for example.
Since coal travels to EMO from countries around the world, mixing different grades and types of coal is necessary. The top suppliers of coal through EMO’s facility are South Africa, at 40%, Australia, at 26%, and Columbia, at 18% of EMO’s total. Coal is mixed in six blending silos, each with a capacity of 6,000 tons and a discharge rate of 3,500 tons per hour. The process control system knows when and how much coal is being blended, allowing EMO to provide the best quality products to its end customers.

Using SIMATIC S7 control system, operators monitor everything – from ship traffi c to machinery to instrumentation – from the comfort of the control room.

SITRANS F M MAG 5000 (left and middle) and SITRANS FST020 fl owmeters (right) accurately measure and control glycol and water used to prevent coal from freezing.

SITRANS FST020 clamp-on fl owmeter sensor (left) controls glycol, while SITRANS LC300 transmitter (right) monitors its level in the storage vessel.
Deep freeze prevention:
EMO uses a great deal of other instrumentation during coal handling. Once coal is ready for shipment, the stacker-reclaimer loads the material onto a conveyor, which will transport coal 35 meters upwards into the train load out hopper. Standing at the base of the 350-square meter hopper, the earth moves and a deep boom echoes as 65 tons of coal pours from the hopper into a waiting rail car.
Since coal can freeze in the chilly winter temperatures of the North Sea, on cold days EMO sprays railcar loads of coal with a mix of glycol and water. A Siemens SITRANS F M MAG 1100 flowmeter sensor with a SITRANS F M MAG 5000 transmitter measures water supply; another controls the amount of glycol sprayed on coal moving on the conveyor belt; and a third controls the glycol sprayed on coal as it’s being loaded into the rail car. A SITRANS FST020 clamp-on flowmeter controls the glycol supply, which is stored in a vessel monitored by a capacitance level transmitter.
Once coal has been sprayed, it is ready for transport to European centers. Germany and the Netherlands consume the majority of coal that passes through EMO, 62% and 22%, respectively. A nearby coal-fi red power plant in Maasvlakte, Holland uses 12% of this coal to power the activities in this industrial area.
Machines have to run:From underground in continents thousands of kilometers away, coal continues its journey across EMO Rotterdam’s coal handling facility. Seven stacker-reclaimers, six blending silos, and nearly 28 kilometers of belt conveyors: with process instrumentation and control systems linking it all. Making the complexities of coal handling at a facility of this size into a smooth, efficient operation.










Interested? Submit your enquiry using the form below:
Only available for registered users. Sign In to your account or register here.