- From Weighing Review
- April 15, 2024
Weighing Review Readers’ Choice Awards 2024 - Winners have been announced!




Are you looking for High Quality websites where you can publish your Articles?
- April 27, 2024
Are you in search of reputable platforms for publishing high-quality articles? If your vocabulary often includes terms like SEO, link building, guest...
Read More
HBK Webinar: Why digital sensors are the future - force, torque and load with IO-Link
- April 26, 2024
HBK - Hottinger Brüel & Kjaer (Germany) - Webinar: Why digital sensors are the future - force, torque and load with IO-Link. The digitalisatio...
Read More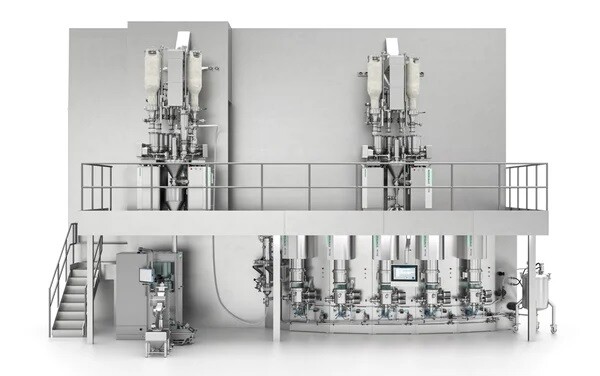
Syntegon at Achema: the highest flexibility for oral solid dosage processing
- April 26, 2024
Syntegon Technology GmbH (Germany) - Press Release: Syntegon at Achema: the highest flexibility for oral solid dosage processing. Exemplary OSD...
Read More
Introducing Paxiom’s Turn-Key Bulk Nut Vacuum Packaging System
- April 26, 2024
Paxiom Group (United States) - Introducing Paxiom’s Turn-Key Bulk Nut Vacuum Packaging System We are excited to announce the installation of...
Read More
New Approvals for Group Four Sucker Rod Load Cell
- April 25, 2024
Group Four Transducers Inc. (United States) - Press Release: Group Four has achieved EN IEC 60079-0:2018 and EN 60079-7:2015 approval of their sucker...
Read More
Job Offer by HBK - Hottinger Brüel & Kjaer: VP - Services and Solutions
- April 25, 2024
HBK - Hottinger Brüel & Kjaer (Germany) - We are currently looking for a Vice President Services and Solutions for our Physical Test Business Uni...
Read More
Outsourcing: A Game-Changer for Customer Support
- April 25, 2024
[Article]: Outsourcing: A Game-Changer for Customer Support Recently, outsourcing has become increasingly popular. Companies outsource their busine...
Read More
Job Offer by Micro Weighing Solutions - MWS Ltd: Field Service Engineer – Midlands
- April 24, 2024
Micro Weighing Solutions - MWS Ltd (United Kingdom) - Field Service Engineer – Midlands. Department: Service Type: Full Time Location:...
Read More
Article By SCAIME: Weighing solutions for intralogistics
- April 24, 2024
SCAIME S.A.S. (France) - Weighing in intralogistics: flow optimization and intelligent inventory management... Intralogistics, which refers to the...
Read More
New Ishida Europe Checkweigher Range Meets European Market Needs
- April 24, 2024
Ishida Europe Ltd. (United Kingdom) - Press Release: Ishida Europe is launching an enhanced range of checkweighers designed to meet latest European ma...
Read More
General Measure Checkweigher CW-15K in Food Industry for Box Weight Checking
- April 19, 2024
General Measure Technology Co. Ltd. (China) - The CW-15K online check weigher has a wide weight range and high accuracy, And it can run with...
Read More
The Origin of the New Brand Dynascales
- April 18, 2024
Weighing & Inspection (Belgium) - Press Release: About the origin of our new brand Dynascales. Being a productline of Weighing & Inspection...
Read More
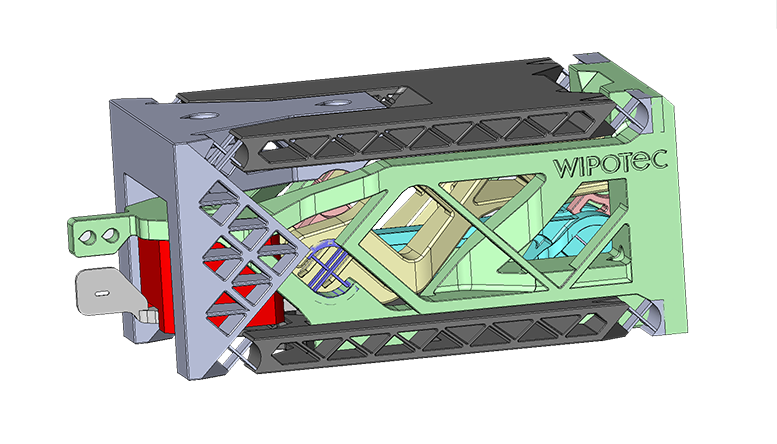
Article by Wipotec: Weigh Cells: Monoblocks from 3D printers
- April 18, 2024
WIPOTEC GmbH (Germany) - Weigh Cells: Monoblocks from 3D printers. The central element of scales is a Weigh Cell with its monolithic controller and...
Read More
30 years of SysTec: company anniversary
- April 17, 2024
SysTec Systemtechnik und Industrieautomation GmbH (Germany) - Press Release: 30 years of SysTec: company anniversary. Weighing technology combines...
Read More
Thayer Scale introduces new WeighPoint integrator
- April 17, 2024
Thayer Scale-Hyer Industries, Inc. (United States) - Press Release: Thayer Scale, a leading global manufacturer of equipment for the continuous weighi...
Read More
How to Start a Delivery Service Business
- April 16, 2024
[Article]: How to Start a Delivery Service Business. The delivery service market is booming, with more and more consumers demanding instant doorste...
Read More