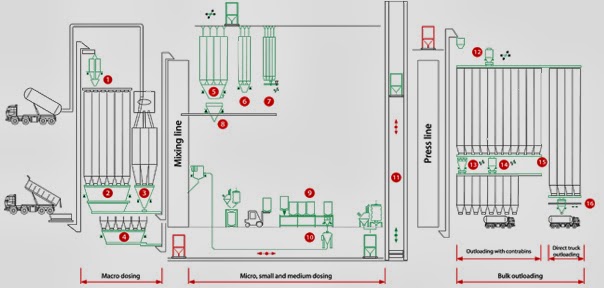
KSE Process Technology (Netherlands) - For an accurate dosing not only a good weigher is needed, but also a capable dosing instrument and an adequate controller. When these three conditions are met, it’s possible to dose fast and precisely with guaranteed accuracy.
Fast and precise dosage requires a controlled inflow, a good weigher and an adequate controller. The quality of the weigher is determined by mechanical as well as electronic elements. From mechanical perspective, it is essential for a weigher that the structure is rigid. Even the smallest deflection, for example in an oblong weigher, causes a measuring deviation. In addition, the weigh construction should not be too heavy in relation with the to be weighed products or raw materials. It’s clear that an increase in weight of 100 grams, more accurate can be determined on a weigher of 5 kg than on a weigher of 100 kg. This also indicates the weak point of a ‘loss in weight’ –weigh system. After all, this weigh strategy measures a comparatively minimal decrease of a large weight.
Weighing-design:
In practice it appears that also the design of a weighing construction needs attention. It still happens frequently that not all the products end up on the weigher, but (partly) on a funnel to the weigher. The weighed product should be dosed directly on the weigher, and in such a way that there will be no ‘leverage effect’. For example leverage will occur when the product arrives on the extreme side of the weigher, by which the weigher exerts a torque on a load cell. And of course, a weigher should have sufficiently weight before the product is weighed. That sounds obvious, but in practice it is sometimes forgotten. The most common error, without a doubt, is insufficient ventilation. The air which will be moved by the to be weighed product, must be able to escape without disturbing the weighing. A flexible sleeve of filter cloth (which is often nearly closed) is absolutely insufficient for this venting. By an influx of for example 50 kg/s wheat, 75 liters/s = 270 m3/hour of air must be drained. Another important design point is the emptying of the weigher, which should be smooth and complete (without residue).
Electronics:
The quality of a weigher in electronic aspect depends on the quality of the applied weigh cell (load cell or force transducer) and invertor (digitizer or indicator). In both cases you need to pay attention to the sufficiently large weight range (taking into account a certain overload) and distinctiveness. This distinctiveness determines the smallest possible weighing unit. At a distinctive character of for example 3000 steps – take into account 20% overload – 2400 steps still remain for the actual weighing range. For a 100 kg-weigher a weighing unit of 42 gram is a feet. In practice, in this case, they will often choose to go down to 2000 steps, which creates a better workable weighing unit of 50 grams. A large number of weighing units (slabs) aren’t able to give all the information and therefore it’s possible to receive false accuracy. It’s the combination of the mechanical and electronic properties of the weigher which determines the actual accuracy.
Signal latency:
Signal delay (latency), the time which elapses between the signal of the weighing unit and it’s processing by the controller; is by dosing weighers a misunderstood problem. The signal latency arises at electronic filtering and averaging to improve the stability of the signal. But also the delay through the network between weigher and controller should not be underestimated. A process control will calculate with outdated data because of signal latency. Therefore it is more appropriate to speak of ‘backlash’ instead of ‘for lash’. The weight should constant be long enough for the final determination. The pitfall here is an electronic created stability which doesn’t match with the reality.
External influences:
A well-designed weigher doesn’t guarantee a proper weighing. There are also external factors that can affect the weighing result. It is obvious that the weighers should be free from interference due to connections with stabilizers and flexible sleeves. Yet it happens that this is correct, and then a stepladder is placed against the weigher or spilled product disturbs the weigher. Other external influences should be avoided whenever possible. Think of vibration, buckling floors or supports, compressed air leaks and wind, but also to over- or under pressure due to aspiration, pneumatic conveying or product movements in connected silos.
Quickly and accurately:
A good weigher alone does not guarantee a correct dosing; the weigher just establishes how much is dosed. All systems of the triangle ‘Weigher-Controller-Dosing Tool’ are in business by proper dosing, in which these systems are optimally matched. The controller uses the information from the weigher to control the dosing tool. The dosing tool is able to work with a fixed or a variable dosing speed. With a variable speed it’s possible to realize more accurate and faster dosing. The exit point (trail) is standard corrected so that the final standard weight usually is within the tolerance. A variable dosing speed is only fully utilized as the ‘settings’ (turning points of dosing speeds) are constant optimized. This is a labor-intensive activity, which mostly results in disappointing results. Modern software makes it possible to automate this optimization, whereby the quality of dosing strongly improves.
Dosing tool:
The dosing tool is the tool that brings the product on the weigher; for example a (grid) slide, a screw conveyor or a vibrating chute. The highest achievable dosing accuracy, contrary to popular belief, usually not depends on the weigher. In practice, it appears that the dosing tool is the weakest and therefore the limiting factor. The accuracy depends on the smallest controllable product flow. If the dosed tool remains dropping a quantity of 100 grams in the weigher, than the guaranteed dosing accuracy never becomes better than 50 gram. After all, an extra quantity won’t make the deviation ever better than 50 grams. A smaller deviation is just coincidence and not a guarantee. The smaller the minimum controllable flow, the more accurate the dosing will be. For the combination of fast and accurate dosing, it is necessary that the dosing tool has a wide range in the dosing speed (flow). The ideal dosing tool must not only be fast, but it must also be able to dose less and precisely. The final consideration is the power supply of the dosing tool. A dosing tool which doesn’t completely and constantly feed itself is not able to provide the weigher of the ideal product flow. Therefore it’s recommended to choose a dosing tool which influences the product flow from a parent silo or container.
One step guarantee is two steps dosing:
To weigh the smallest quantity of the product is twice the smallest weigh unit. This will be clarified on the basis of a weigher with weigher parts of for example 100 gram. When there is 49 gram in this weigher, the weigher-readout will indicate 0 grams because of the rounding. When 1 gram is added, there will be 50 gram in the weigher and the weigher-readout will indicate 100 gram. This means we have to count a minimum of two weighing units for a guaranteed addition of 100 grams. Although, it is not known whether 101 or 299 grams (from 49 to 150 = 101 grams or from -50 to 249 = 299 grams) are added, however it is guaranteed that in all cases at least 100 gram is added. In short: one step guarantee is two steps dosing.





Three conditions for fast and accurate dosing by KSE
- By KSE Process Technology B.V.
- Posted on Oct 14, 2013
For more information about this article from KSE Process Technology B.V. click here.
Other articles from KSE Process Technology B.V..
© KSE Process Technology B.V. / International Weighing Review


Popular News









Interested? Submit your enquiry using the form below:
Only available for registered users. Sign In to your account or register here.