


Unhygienic conditions within food manufacturing plants can have a potentially catastrophic impact on public health, not to mention the public relations and revenue impact on the company in question. It is not surprising, therefore, that increased consumer awareness and demand has seen safety standards become increasingly rigorous.
It is vital that companies manufacturing weighing equipment for the food industry ensure that the products they supply comply with best practices and meet strict legislative requirements. On a food production line, fast and accurate checkweighing is vital to a company’s bottom line – the visibility of weighing data and statistics can help maximize performance and profitability - but the equipment chosen must meet stringent design requirements when it comes to construction and ease of cleaning.
Wash-down:
Equipment used in the food processing industry must be able to withstand rigorous wash-down procedures. Designed specifically to kill micro-organisms and bacteria, this heavy duty cleaning process typically uses high temperature, high pressure jet sprays and detergents.
The combination of water, chemicals, high pressures and temperatures used in this cleaning process can prove fatal for electronic circuits and instrumentation. The Ingress Protection (IP) rating system is an internationally recognized scale that relates to proven protection against environmental factors such as liquids and solids. A product with the highest rating available, IP69K, offers complete assurance that it has been subjected to a challenging set of tests to ensure protection against penetration of high pressure, high temperature water and dust particles - making it ideal for use in conditions where equipment must be carefully sanitized.
Resistant to extremes of temperature:
In the food industry, equipment may be subject to rapid temperature change, whether due to operating conditions or washdown procedures. Extremes of temperature inside and outside the enclosure can result in expansion and contraction of gases, which in turn can lead to moisture and humidity becoming trapped inside.
When selecting a piece of weighing equipment for use in the food industry, ensure that the manufacturer has not only recognised the challenges posed by this stringent environment, but also risen to them by incorporating design elements into the structure of the product that will counter issues such as humidity and condensation.
While high impact plastic that resists expansion, contraction and subsequent condensation build-up is one commonly used solution, stainless steel offers increased resistance to cracking, offering manufacturers a more durable, more hygienic solution. The issue of condensation can be overcome by using specially designed Gore® Vent valve that helps to neutralize the pressures between the inside and outside of the enclosure while also keeping moisture out.
Overall Design and Construction:
Checkweighers are often used to weigh unpacked, raw foods such as meat and dairy. It is vital that areas of a checkweigher that come into contact with food are constructed of a suitable non-toxic material, which is unlikely to break or fracture. Equally, joints, rivets, screws and dead spaces must be minimized in order to provide an easy to clean surface and reduce the possibility of food becoming trapped and posing a hygiene risk.
Food contact areas – the right materials:
Stainless steel is undoubtedly the material of choice for the construction of food processing equipment. Weighing equipment should be no exception. Its durability, resistance to corrosion, non-absorbent finish, tolerance to extremes of temperature - and the fact that there is no reaction between the metal and food - makes it an obvious choice.
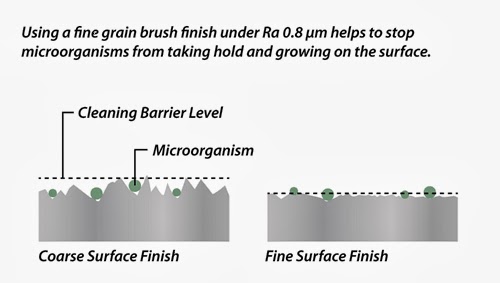
The main food contact areas, where raw food comes in to contact with the stainless steel, should have a fine brush finish designed to remove any impurities on the surface of the stainless steel. As an additional measure, the metal should be treated to further smooth and polish the peaks found within the surface. The ideal finish is under Ra 0.8 μm, as specified within National Sanitation Foundation, American National Standards Institute and European Hygienic Engineering and Design Group criteria.
The rougher the finish of a surface, the easier it is for food to cling to it – allowing micro-organisms hide within the grain and start to take hold. Using a fine grain brush finish results in a piece of equipment that is far easier to clean.
Eliminating bug and food trap areas:
The process of welding two pieces of stainless steel together can have implications for the corrosion resistance of the metal. Ideally, the surfaces of your equipment/scale should be continuously welded within an inert gas atmosphere – helping to ensure that the metal remains corrosion and crack resistant and that there are no edges or unlevelled surfaces that could trap food particles or impede cleaning.
Areas of the product that have internal corners and angles of less than 135° - and which come into contact with food - should have a smooth, rounded finish to minimize food trap areas.
Scale designs should, where possible, avoid flat horizontal areas to stop water from collecting. However, in some applications, offering a flat under structure base design can be more hygienic than open tubular base frames where high pressure cleaning can cause food particles to bounce off the work surface and lodge deep inside the loadcell area, making it harder to clean.
Fully welded tubular designs can also be hard to clean. A welded structure can result in bacteria becoming trapped within the tube and thriving in the constantly changing atmosphere often found within the food industry. Conversely, base designs with flat bases and open corners ensure that any food particles can be quickly and easily washed away during high pressure cleaning.
Threads should be covered and small components such as rubber feet should be well secured and bright blue in color, allowing them to be easily located should they become detached from the scale.

Transferring data safely:
When data makes a difference to your bottom line, it is vital that you’re able to collect, store and interpret that data. In a heavy washdown environment, an increased number of cables provide more areas for bacteria to hide which, in turn, increases the length of the cleaning process. If data transfer is important, the best option is to transfer this data wirelessly. This allows you to quickly remove unwanted cables for fast and simple washdown without altering the integrity of the IP69K watertight protection.

If in doubt, look for accreditations:
When choosing a piece of equipment, the customer will of course be aware of the requirements of their business. However, with the move towards more comprehensive certification programs, the onus is on the equipment manufacturer to make sure they fulfill set criteria. Looking out for specific accreditations and certifications can help to assure those in the food industry that the product is fit for purpose.
The National Sanitation Foundation (NSF), is an independent, not-for-profit, global public health and safety organization which certifies products worldwide and sets internationally recognized standards for food, water and consumer goods. Products with NSF Certification have been independently tested and verified to ensure that all public health concerns related to the design, operation, and cleaning of the equipment have been addressed.
The American National Standards Institute (ANSI) oversees the creation and use of thousands of guidelines and standards that protect the safety and health of consumers. 3-A Sanitary Standards, Inc. (3-A SSI) is an independent, not-for-profit organization that is focussed on hygienic equipment design for the food, beverage, and pharmaceutical industries.
NSF International, ANSI and the 3-A Sanitary Standards Committee have collaborated to develop a recognized standard for food processing equipment. This shared project brought together the industry giants when it comes to food processing and hygiene, along with equipment manufacturers, food processors and producers, as well as federal, state, and local public health regulators who have food protection responsibility. As such, any product bearing the NSF/ANSI Standard 3-A 14159-1 -2010 accreditation can be considered to have met stringent standards for use in the food industry - specifically hygiene requirements for the design of meat and poultry processing equipment.
Safeguarding your business:
Investing in a new checkweigher is all about safeguarding quality and, fundamentally, profits – underweight packages can lead to unhappy customers, while overweight packages lead to costly giveaway and overweight shipments. When it comes to the food industry, safeguarding quality, profit and reputation must go one step further - selecting a piece of equipment that is fit for purpose is vital.








Interested? Submit your enquiry using the form below:
Only available for registered users. Sign In to your account or register here.